Recent Advances in Food Processing

It is an exciting time for food processors. In response to consumer demand for specialty products based on “clean labels,” new ingredients, functional foods, alternative protein sources, gut health and bioactive formulations, and a host of other market drivers, processors have developed a broad array of new foods. These products meet challenges, solve problems, and explore opportunities worldwide.
However, this explosion of innovation comes in a context in which foodborne pathogens such as Escherichia coli, Salmonella, and Listeria monocytogenes continue to cause millions of illnesses every year. Exposure to these pathogens creates health problems ranging from mild to life threatening. Products affected by these pathogens include a wide variety of foods, from fresh and fresh-cut fruits and vegetables to meats and poultry products to seafood. Growers, processors, and shippers use advanced environmental controls during cultivation, postharvest washing and sanitizing, and transportation, yet continued outbreaks highlight the need for additional processing control steps. This article will discuss some of the latest advances in food processing technologies.
Cold Plasma: Versatile and Effective
Cold plasma is emerging as one of the most important new food processing technologies of recent years. Plasma is created by ionizing a gas, partially or completely. Unlike familiar hot plasmas such as candle flames and welding arcs, cold plasma discharges used in food processing operate near room temperature. Effective plasma systems have a sufficient density of reactive products to sanitize food and/or food contact surfaces without heating or otherwise damaging the treated product. Effective against pathogenic bacteria, viruses, and parasites, cold plasma has been shown to be a broadly effective, flexible surface-sanitizing process.
Plasmas are composed of free electrons, ions, and free radicals. Each has a varying half-life and gives rise to a range of reaction products. For example, when air or oxygen-containing feed gases are ionized, the resultant plasma contains O2+, O2−, O3, O, •O, O+, and O−, as well as metastable excited oxygen and ionized ozone. Such reaction products interact with the pathogen’s cellular organic compounds, breaking covalent bonds and creating recombination products with cellular nitrogen, hydrogen, oxygen, etc. Cold plasma systems can produce ultraviolet light, with wavelength (and energy) ranges determined by the pulse frequency and duration, voltage levels, electrode gap spacing, and other factors. Tuning the operational control of the cold plasma system can alter the type of UV light emitted, and can be set for specific wavelength ratios and intensities. Similarly, the cold plasma feed gas composition significantly impacts resultant plasma chemistry. For example, changing from an inert argon- or helium-based system to a helium/oxygen, argon/oxygen, or air-based system can dramatically alter consequent antimicrobial efficacy.
Cold plasma inactivates foodborne pathogens by causing damage to cell membranes, DNA, and other cellular components by reactive chemical species and/or UV light. Since these antimicrobial modes of action derive from ionized gases rather than application of exogenous chemical sanitizers, cold plasma is of interest for clean label and organic applications. Since air and electricity are the sole inputs for cold plasma, it has appeal as a low-carbon footprint, chlorine-free, sustainable process. Also, because direct cold plasma treatment is waterless and nonthermal, there is particular interest to processors of fresh and fresh-cut fproduce.
Plasma-Activated Water: A Chlorine Alternative
A variant form of cold plasma treatment is one in which the reactive chemical species are captured in water, either in solution (plasma-activated water, PAW) or in discrete fine droplets (plasma-activated mist, PAM). For PAW, the plasma is generated and injected into a mass of water; for PAM, the water droplets are passed through a dielectric barrier discharge or plasma jet. In both, the underlying chemistry of reaction products is such that the very shortest-lived products (UV light, oxygen singlets, etc.) are typically lost to recombination. The longer-lived reaction products (reactive oxygen species, ozone, etc.) are suspended in the water and available for use in applications that mimic conventional chemical sanitizers but with a chlorine-free composition. While much of the cold plasma reactivity (and antimicrobial efficacy) is lost by the capture process, much flexibility is gained by the creation of an aqueous sanitizing solution. PAM is applied as it is created, using a wand, spray, or fogger system, while PAW can be used as created in a spray, drench, or tank, or stored for later use. The shelf-life and time-based decline in reactivity of PAW is a subject of ongoing research, but it has been shown that cold storage of PAW extends meaningful shelf life for treated products. This is because of the reduced recombination rates of reaction products in refrigerated solutions. One new area of research is the capture of plasma reaction products in ice, thus creating bacteriostatic or bacteriocidal PAW ice. Applications for ice-packed fresh and fresh-cut produce and seafood shipping are under investigation.
Radio Frequency Pasteurization: Salmonella Killer
Although 33 percent of the 95.3 billion eggs produced each year in the United States are processed into liquid eggs or egg whites, the majority are sold as intact shell eggs. Raw eggs are a known food safety hazard, with Salmonella contamination an ongoing concern. Conventional hot water submersion is applied to less than 3 percent of shell eggs in the U.S. While this egg pasteurization process achieves a 99.999 percent (5-log) reduction of Salmonella inside the egg, it is relatively slow, requiring approximately 60 minutes at around 59.2 °C to penetrate the albumin (egg white). Because the albumin is heat-sensitive, loss of egg quality results from even minor process deviation. Coagulating albumin proteins begin to haze and thicken above 59.7 °C. Eggs exposed to temperatures above 60 °C become opaque and have the functional characteristics of a conventional boiled egg, making them useless for baking, cooking, etc.
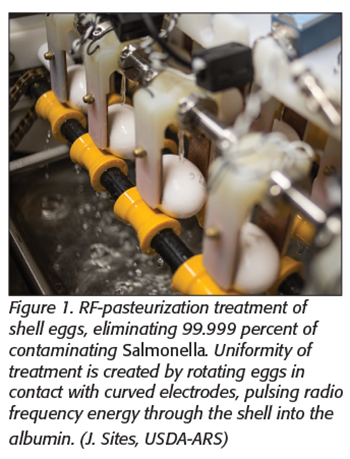 A radio frequency (RF) energy egg pasteurization process effectively inactivates Salmonella while preserving shell egg quality (Figure 1). The shell eggs are in direct contact with curved electrodes, which pulse RF energy through the albumin. This resistance-capacitance circuit of the coupled albumin and yolk creates heat inside the eggs (due to internal electrical resistance) while the dielectric nature of the egg’s shell creates series capacitance. The external RF field leads to generation of uniform ohmic heat from the electric fields maintained inside the egg, arising from dissipation of the applied power. The net effect is that the RF process heats the egg from the inside out, in contrast to conventional hot water submersion, which heats the egg from the outside in. Salmonella is killed while the albumin is essentially unaffected. Process controls entail adjustment of the applied voltages and control of the gap spacing between the electrodes and the shell. These operational controls ensure uniform internal heating, further enhanced by egg rotation and the application of a water stream across the shell to enhance electrical contact. This system yields an external shell temperature of 38 °C and reduces Salmonella by 99.999 percent in less than 20 minutes. The resulting pasteurized shell eggs showed little to no effect on yolk height or color, foaming, egg shelf life, color or integrity, and other egg quality and functionality factors. Baking trials confirmed the suitability of these RF-pasteurized eggs with respect to the loft/rise of cakes and other experimental baked goods.
A radio frequency (RF) energy egg pasteurization process effectively inactivates Salmonella while preserving shell egg quality (Figure 1). The shell eggs are in direct contact with curved electrodes, which pulse RF energy through the albumin. This resistance-capacitance circuit of the coupled albumin and yolk creates heat inside the eggs (due to internal electrical resistance) while the dielectric nature of the egg’s shell creates series capacitance. The external RF field leads to generation of uniform ohmic heat from the electric fields maintained inside the egg, arising from dissipation of the applied power. The net effect is that the RF process heats the egg from the inside out, in contrast to conventional hot water submersion, which heats the egg from the outside in. Salmonella is killed while the albumin is essentially unaffected. Process controls entail adjustment of the applied voltages and control of the gap spacing between the electrodes and the shell. These operational controls ensure uniform internal heating, further enhanced by egg rotation and the application of a water stream across the shell to enhance electrical contact. This system yields an external shell temperature of 38 °C and reduces Salmonella by 99.999 percent in less than 20 minutes. The resulting pasteurized shell eggs showed little to no effect on yolk height or color, foaming, egg shelf life, color or integrity, and other egg quality and functionality factors. Baking trials confirmed the suitability of these RF-pasteurized eggs with respect to the loft/rise of cakes and other experimental baked goods.
Gaseous Chlorine Dioxide: Packaging Solution
Chlorine dioxide (ClO2) is an increasingly popular sanitizer. Applied as an aqueous solution, ClO2 can yield greater than 99.99 percent reductions of bacterial pathogens on foods and food contact surfaces. When used in gaseous form, ClO2 can inactivate pathogens in hard-to-reach sites on fruits and vegetables. ClO2 gas is typically created by reaction of sodium chlorite salt with an organic acid. It is regarded as a more environmentally attractive alternative to sodium hypochlorite or calcium hypochlorite washes because of reduced production of trihalomethanes or chloramines. Aqueous ClO2 is generated on demand, injected into water to make the sanitizing solution, which is then used as a rinse, drench, or wash. When used for fumigation or product treatment, the ClO2 gas is generated and applied in-plant. Packaging applications of gaseous ClO2 involve reacting the precursors and injecting the resultant ClO2 into the bag or container prior to closure/sealing. Although this is effective in the short term, subsequent degradation of the ClO2 requires starting concentrations (e.g., at the time of closure) high enough to potentially cause sensory and quality damage to the food product.
Efforts to develop alternative means of generating ClO2 inside the package have yielded sachet-type inserts containing the chemical precursors. While these approaches showed the potential for this approach, early prototypes began to generate the ClO2 gas immediately upon sealing in the moisture-laden bag. This led to excessive early concentration (with potential for unwanted sensory impacts) tapering to inadequate late concentration (with associated limits on biostatic and/or biocidal activity). A more recent system for in-package ClO2 generation uses a multilayer “label” that comprises individual lamination layers of pectin or gelatin, each saturated with the reactive precursors: the organic acid and the sodium chlorite salt. Separated by one or more inert gelatin layers, the entire assembly is sandwiched within protective outer layers of inert gelatin. The label is storable and inactive under high-moisture conditions and is held on the inner side of the packaging. When ClO2 gas is desired, a mechanical force is applied, breaking the gelatin layers separating the reactive layers; the precursors mix, allowing the normal reaction to occur with the acid, chlorite salt, and moisture from inside the package. Gaseous ClO2 is thus released on demand, at any user-specified time, postpackaging. With further optimization of the process, for example, by using multiple layers, higher precursor concentrations, and thicker reactive layers, the precise operational mechanics of ClO2 production can be customized for individual product needs. With further development of this technology, the labels can be customized to control release rate and/or duration, peak concentration, facilitated sequential releases, or other parameters to utilize ClO2 gas as needed during shipping, distribution, or at point of sale.
Pulsed Electric Fields: Production Enhancers
Pulsed electric field (PEF) processing uses high-intensity electric fields, operating in the range of 20–80 kV/cm, pulsed rapidly (1–100 milliseconds). The primary antimicrobial mode of action of PEF is via electroporation, in which depolarization of the cell membrane opens holes in the lipid bilayer. This alters membrane ion concentration and uncontrolled membrane permeation, which is ultimately fatal. The efficacy of the process is determined by process conditions, such as the strength of the electric field, the pulse width, frequency and duration, total treatment time, and input energy. Of equal importance are the temperature, flow rate, holding time, and general properties of the food treated (conductivity, pH, conductivity, suspended particulates, etc.).
As a food processing technology, PEF has been used on liquid foods such as juices and liquid eggs to kill suspended foodborne pathogens. In treating solid foods, the product is passed between PEF electrodes in a liquid suspension conveyor system. One application is for the pretreatment of roots and tubers (e.g., white potatoes, sweet potatoes, cassava, beetroot, carrots, etc.) for subsequent processing of fries, chips, and other derived starchy products. The vegetable cells are electroporated by PEF to release intracellular compounds, as well as reducing sugars. This alteration reduces degree and propensity for over-browning during frying. The same type of sugar-release phenomenon can be used to enhance extraction of sugar and nutrients from sugar beet fibers, peels, and stems. With related developments, PEF has been evaluated for improved shelf life and preservation of semiliquid food products, and improved extraction of bioactive and nutraceutical cellular components such as antioxidants, essential oils, and algal protein.
Conclusions
Advanced food processing technologies such as those described in this article will allow for improved safety and quality in a variety of foods and formulated food products, and for new applications in product development and process optimization. Many of these technologies have a specific set of commodities for which they are maximally efficient, or for which they make the most economic sense to employ. Applicable product criteria might include foods of a certain moisture content, desired shelf life, or composition. When combined, these advanced technologies used in synergistic protocols with each other and with mild heat expand the range of pathogens effectively targeted. Consumer education and marketing will be a crucial driver of consumer acceptance for new and unfamiliar technologies. With effective applications for key product lines to address high-impact food safety challenges, advanced food processing technologies can protect the health of consumers and provide new opportunities for growers and processors.
The author wishes to thank Drs. Olanya and Sudarsan for their reviews of this article in preparation. Mention of trade names or commercial products in this article is solely to provide specific information and does not imply endorsement by the U.S. Department of Agriculture (USDA).
Resources
Callejón R.M., et al. 2015. “Reported Foodborne Outbreaks Due to Fresh Produce in the United States and European Union: Trends and Causes.” Foodborne Path Dis 12:32.
www.cdc.gov/foodsafety/outbreaks/index.html.
www.fda.gov/Food/GuidanceRegulation/HACCP/ucm082063.htm.
Geveke D.J., et al. 2017. “Pasteurization of Shell Eggs Using Radio Frequency Heating.” J Food Eng 193:53–57.
Howard Z.R., et al. 2012. “Salmonella Enteritidis in Shell Eggs: Current Issues and Prospects for Control.” Food Res Intl 45(2):755–764.
Lacombe A., et al. 2017. “Nonthermal Inactivation of Norovirus Surrogates on Blueberries Using Atmospheric Cold Plasma.” Food Micro 63:1–5.
Li X. and M. Farid. 2016. “A Review on Recent Development in Non-Conventional Food Sterilization Technologies.” J Food Eng 182:33–45.
Min S.C., et al. 2017. “In-Package Inhibition of E. coli O157:H7 on Bulk Romaine Lettuce Using Cold Plasma.” Food Micro 65:1–6.
Niemira B.A., “Cold Plasma Processing to Improve Food Safety,” in A. Proctor, ed., Alternatives to Conventional Food Processing (Cambridge, UK: RSC Publishing, 2018), 138–152.
www.potatopro.com/news/2016/pulsed-electric-field-french-fries-and-chips-quantify-your-benefits-solidus.
Brendan A. Niemira, Ph.D., is the research leader of USDA’s Food Safety and Intervention Technologies Research Unit.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





