Hygienic Zoning in Food Manufacturing Factories

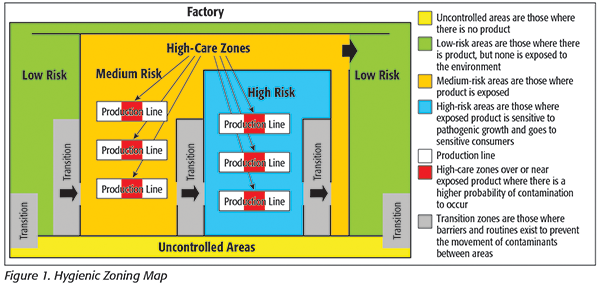
The goal of hygienic zoning is to protect products by restricting movement of hazards from low-risk areas of the factory to medium-risk areas and then to high-risk areas over or near exposed product. Many food product contaminations are linked to hazards found in the manufacturing environment. Such hazards did not just miraculously appear in or near the product; they were moved from somewhere else. A well-designed and maintained hygienic zoning program will restrict movement of hazards within the factory.
 Included in this article is the explanation of risk and hazard identification as well as barriers and routines to control the movement of hazards. The article also explains the hygienic zoning risk assessment process, seven common means and methods (vectors) for hazard movement, as well as gap identification and documentation. Finally, the article explains the link to engineering projects along with monitoring, verification, and reassessment.
Included in this article is the explanation of risk and hazard identification as well as barriers and routines to control the movement of hazards. The article also explains the hygienic zoning risk assessment process, seven common means and methods (vectors) for hazard movement, as well as gap identification and documentation. Finally, the article explains the link to engineering projects along with monitoring, verification, and reassessment.
Elements of the Hygienic Zoning Program
The design of a robust hygienic zoning program is the result of a thorough risk assessment. This risk assessment identifies the following elements:
• Medium-risk areas, low-risk areas, and areas that are uncontrolled
• High-risk areas within lower-risk areas
• Certain areas that a factory may want to quarantine to prevent likely present hazards from moving out, for example, areas processing/storing raw meat or raw agricultural products, areas where metal grinding and drilling occur
• Specific locations where area risks change (area transitions)
• Means and methods (vectors) for hazards to move from uncontrolled areas into higher-risk areas
• Vectors that move identified hazards toward higher-risk areas over or near exposed products
• Gaps between the current state of hygienic zoning protection versus the desired state
Relevant Hazards and Vulnerabilities
Factories identify the relevant hazards to the product(s) in their Hazard Analysis and Critical Control Points (HACCP) risk assessment. The HACCP program addresses physical, chemical, and microbiological hazards. When it comes to hygienic zoning, factories tend to focus only on the microbiological hazards. Physical and chemical hazards need to be considered as well. Ask yourself, “Of all the identified hazards in the HACCP risk assessment, which could possibly originate in the factory environment?” These will be the focus of the hygienic zoning program.
Just as strengths in programs affecting hygienic zoning can reduce risk, vulnerabilities in these programs can increase risk. Programs affecting hygienic zoning include environmental pathogen testing, master sanitation schedules, preventive maintenance programs for buildings and equipment, and associate training. Strengths and vulnerabilities in such programs should be considered when developing risk-mitigation strategies such as barriers and routines.
Understanding Barriers and Routines
A hygienic zoning barrier or routine should be designed so that the identified hazards will be prevented from moving past area transition points within the factory. Common routines include:
• Routing unnecessary factory traffic away from risky areas
• Footwear cleaning and disinfection
• Footwear changing or shoe covers
• Changing outerwear like smocks, hairnets, etc.
• Handwashing, hand sanitizing, wearing gloves, etc.
• Disinfection of wheels
• Tool management (cleaning, inspecting, inventorying, storage, etc.)
• Hair removal (lint rolling and/or air showers)
• Utilizing clean plastic pallets in medium-risk areas
• Using temporary physical barriers like movable curtains
• Dedicating tools and rolling equipment to specific areas or tasks
Hygienic zoning barriers tend to fall into two categories: physical and virtual. We should always strive to have physical barriers like walls, vestibules, and doors. Virtual barriers, on the other hand, are on an honor system. Examples of virtual barriers include methods like a plastic chain between stanchions or a painted line on the floor to delineate between two different hygienic zones. When challenged about a painted line on the floor being effective as a barrier, I enjoy replying that a painted line on the road is all that keeps me from having a head-on collision; they can and do work!
A common problem with many hygienic zoning programs is not considering area transitions and the overall impact of performing the routines at the transition points. For example, when too many transitions exist, associates may have to wash their hands several times simply walking from one area of the factory to another. This will appear unreasonable and most likely breed noncompliance. To counter this, consider designating areas as a higher risk than conditions dictate to reduce the need for area transition routines. Keep in mind, a factory should never designate areas as lower risk than actual conditions dictate.
As the team completes the risk assessment, carefully consider the proposed or existing barriers and routines. What are all the options, their costs, their pros and cons? For example:
• Virtual barriers are inexpensive and flexible, and can be established almost anywhere.
• Virtual barriers are not effective at stopping dust, humidity, drainage, overspray, etc., from adjoining areas.
• Physical barriers are more difficult to bypass and are consistent.
• Physical barriers are expensive to engineer, install, maintain, and potentially change.
• Factory culture affects compliance with routines and barriers.
The Risk Assessment Overview
Industrial hygienists are often asked to conduct risk assessments; however, knowing how to conduct these assessments and what to include in them is not always clear. For hygienic zoning, the assessment need not be overly complicated.
The factory needs to utilize a cross-functional team to understand and assess:
• What the medium-risk, low-risk, and uncontrolled areas are
• What the high-risk areas are within the medium areas
• What the relevant hazards are
• What the vectors are
Once these are understood, the team needs to determine the appropriate means of protection (barriers and routines) and the locations where these protections are best applied.
Finally, the factory needs to determine the answers to the following questions: How do we ensure the program is understood? How do we evaluate if the program is, and has been, working as designed? Will changes to the factory consider hygienic zoning?
A Team Leader Assembles and Trains a Cross-Functional Team
The risk assessment team need not consist of managers; however, whoever is on the team must be adequately trained on the risk assessment process and be familiar with the areas to be assessed. Representatives from production, sanitation, maintenance, facilities, and quality should be the minimum. Participation from the engineering and warehouse groups would be beneficial as well. The team leader should assemble the cross-functional team, schedule the first meeting to conduct the necessary training, and schedule subsequent meetings to conduct the risk assessment.
The Risk Assessment Process
The risk assessment should follow this sequence:
1. A desktop assessment exercise
2. A verification activity of the desktop assessment in the examined area of the factory
3. Documentation of observations and identified gaps
4. Assigning the gaps to specific task owners
5. Tracking and verifying task completion following the factory’s established process
The team leader should schedule the areas of the highest risk in the factory as the first area for assessment. Typically, this will be an area with exposed finished product such as a packaging room. Subsequent assessments will be of progressively lower-risk areas until all areas in the factory have been assessed.
Prior to the assessment meeting, the team leader will need to assemble the necessary materials. This should include large engineering diagrams of the area that include all the equipment within the area. Colored markers and sticky notes can be used on the diagrams to capture elements of the vectors described below. The diagram will become a visual aid for the risk assessment. A spreadsheet will need to be created to capture observations, gaps, and required actions.
Understanding and Assessing the Vectors
For the purposes of hygienic zoning, vectors are the means and methods for hazards to move around in factories. The assessment should look at these vectors and determine whether there is a risk (gap) needing mitigation and whether this mitigation is best delivered by a routine and/or a barrier.
The following are seven common vector categories and considerations:
1. Water
Water is probably the most common way for organisms to move around a factory. I routinely emphasize, “Water is to microorganisms what gasoline is to fire.” Less water in the environment will usually result in fewer organisms and less movement of these organisms. With this in mind, the team will mark all the sources of water present on the engineering diagram. An efficient way is to make a legend on the diagram and assign colored shapes. For example, a blue circle is a sink, a blue square is a hose, a blue diamond is a water discharge to the floor from a machine, and so on. Gaps would include sources of water that can be better controlled or eliminated. A significant gap would be water leaking or draining across walkways and traffic aisles.
2. Wheeled Equipment
The number of wheels in a production area can be quite surprising. Some of these wheels rarely leave the area, while others go in and out countless times. Wheels are a risk because they will touch every linear inch of floor between points A and B, carrying floor contaminants with them. The team will surely think of dozens of wheeled items, for example, portable conveyors, coders, carts, dollies, forklifts, jacks, chairs, and buggies. List the wheeled items on sticky notes and attach them to the edge of the diagram. Gaps could include absence of needed wheel disinfection between areas or sharing wheeled equipment between areas with different levels of risk. A significant gap would be wheels rolling over wet floors.
3. Waste
Trash, recyclables, human food diverted to animal feed, and other similar items collected in the assessed area will need to be identified. The location of these containers and their routes should be marked on the diagram. Are containers decontaminated after exposure to trash docks and waste areas? Are the trash docks and waste areas managed well? Is the condition and cleanliness of the containers posing a risk to exposed product? Significant gaps would include waste handling and transportation too close to higher-risk areas over or near exposed product and routes over wet floors.
4. Traffic Patterns
Who is walking where and why? On the diagram, use a different colored marker to depict each department function that is entering into the assessed area and by which routes. Paths into and out of the area will begin to look like a rainbow on the diagram. Gaps would include unnecessary traffic into medium-risk areas and into the high-risk areas. Significant gaps would be routes over wet floors.
5. Tools
Are tools stored in the assessed area or brought into the area from somewhere else? Are they inventoried, clean, and in good condition? The assessment of personal tools, operator tools, and sanitation cleaning tools is important.
Contamination may easily originate from insanitary storage conditions. Some tools reside in an assigned area and have designated storage such as cabinets, racks, and shadow boards. Storage locations should be marked on the engineering diagram.
Tools should be appropriate for their intended use. Improper use and maintenance leads to foreign material risks.
Contamination easily results from tools’ previous uses. I have been known to joke that a person who has just repaired a toilet should not use those same tools to repair a food packaging machine. While this is clearly an attempt at humor, consider the sanitation person using pliers to lift floor drain covers and then assembling clean equipment with that tool.
Gaps include insanitary storage and damaged and missing rubber or chrome coating. Significant gaps include not sanitizing tools prior to use on food contact surfaces or tool storage over exposed product.
6. Building Structure
What is the composition and condition of the floors, walls, ceilings, and overhead structures?
Are any of these creating a hazard that could contaminate the product? Common gaps include rusting pipes, peeling paint, failing cinder block walls, unprotected skylights, drain lines directly above exposed product, and failing flooring and drains. Any of these gaps may be significant depending on location.
7. Air Handling
Do intake vents and exhaust vents have clean and appropriate ducts, screens, and/or louvers? What is the sanitary condition of the area’s air-handling unit and ducts? Is the level of filtration appropriate? Are the filters changed at the correct frequency? Do the filters properly fit in the filter frameworks? For more information on this topic, please see my September 2018 article in Food Safety Magazine.[1]
Factory Floor Verification
The activities that the team believes occur during the desktop assessment are not necessarily what occurs in the area. Therefore, the team should go to the area and ensure the accuracy of their assessment. This is also the perfect opportunity to solicit input from the true experts—the associates working in the area. Document new discoveries on the diagram and/or spreadsheet.
Documentation of Identified Gaps and Assigning Task Owners
Compile all the assessment observations on the spreadsheet. Some observations will have gaps (risks that need mitigation). Identified gaps are often factory-wide, systemic issues common to many assessed areas. Further, most of the gaps will have corrective actions that require little or no money to correct; they will be procedural.
During assessment meetings, the team would be wise to focus on only identifying the gaps and resist spending time creating corrective actions. Instead, the best use of the team’s time is to assign the gap closure to a task owner. Let the task owner create the corrective action and timeline for completion using experts who are often not part of the assessment team.
All identified gaps will have short-term solutions to mitigate the risk quickly. Some gaps will have a short-term and a long-term solution. The factory should not allow an identified risk to have a long-term solution without a short-term risk mitigation.
Outputs of the Risk Assessment
When the risk assessment is completed, the factory will have evidence of the comprehensive work accomplished. This will include documentation of team member training and of the assessment meetings, factory area engineering diagrams documenting hazards and their vectors, and a spreadsheet documenting the assessment observations, gaps, and actions.
Hygienic Zoning Training and Communication
Associates, visitors, and contractors must be trained on the hygienic zoning program. This training should focus on what to do, where to do it, and why it must be done. Commonly, this training and communication include orientation training, general awareness training, and signage at the points of execution in the factory.
Hygienic Zoning Consideration for Projects
Most factories have planned engineering capital projects. These projects may affect hygienic zoning and could include the launching of new products, installation of new production lines, changes to existing production lines or areas, and replacement or upgrades of air-handling equipment. The review of the projects for their impact on hygienic zoning needs to occur early in the project as well as after project completion.
Hygienic Zoning Monitoring
At planned frequencies, real-time observation of the zoning program should be conducted. Are associates, visitors, and contractors following the routines and barriers? Is there real-time evidence demonstrating that vectors are being controlled? Monitoring activities should answer the question, “Is the program currently working?”
Hygienic Zoning Verification
At least annually, a planned review of relevant historical data should be conducted. What are the relevant data? Typically, this is a review of historical data and trends from the factory’s environmental pathogen or indicator organism monitoring program, consumer contacts related to hazards originating in the factory environment, air handling equipment preventive maintenance activities, hygienic zoning monitoring activities, training records, etc. Verification activities should answer the question, “Has the program worked in the past?”
Hygienic Zoning Reassessment
Usually, a new risk assessment is necessary when significant changes occur that impact hygienic zoning or when monitoring and/or verification demonstrates hygienic zoning program weaknesses. The factory’s food safety team, and/or the management of change process, should determine whether reassessment is necessary. If a reassessment is necessary, it must be determined whether it should be factory-wide, within a specific area, or of a specific component.
Conclusion
The critical element in a robust hygienic zoning program is a thorough risk assessment identifying the high-, medium-, and low-risk areas, the relevant hazards, and the means and methods (vectors) that move those hazards. When these hazards and vectors are identified, the value of barriers and routines to control the hazard movement will become obvious. Focusing on this value will allow more impactful training of associates, visitors, and contractors. Associates’ understanding the program’s value is essential to consistent execution and ongoing success. Monitoring and verification activities will focus on the current and historical delivery of value from the hygienic zoning program. Finally, engineering projects must consider hygienic zoning to minimize unintended impacts to the program. Done properly, hygienic zoning will provide obvious value and enhance confidence in the food safety and quality of the factory’s products.
Duane Grassmann is a corporate hygienist at Nestlé USA and Canada. Over the past 42 years, Duane has made food manufacturing sanitation and hygiene his primary focus. In the last 12 years, he has held corporate roles at Nestlé USA and The Schwan Food Company. He graduated from Indiana University with a B.Sc. in business.
Reference
1. www.food-safety.com/magazine-archive1/augustseptember-2018/hygienic-room-air-handling-in-food-
processing-factories/.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







