Next-Gen Hygiene: How Do Collaborative Robots Affect Food Safety Programs?
Whenever a new piece of equipment, such as a robot, is incorporated or a process is changed, the food safety plan and the hazard analysis must be reanalyzed

Image credit: McKlin/iStock/Getty Images Plus via Getty Images
The market share of collaborative or cooperative robots, also known as "cobots," continues to trend upward. In 2021, market revenue reached $700.1 million, and is projected to increase to over $1 trillion by the end of 2024. In 2021, there were 242.03 thousand units sold; more than 637 thousand units are expected to be sold in 2024.1
In food manufacturing, robots can be deployed for a wide variety of purposes. The more traditional industrial robots have been used in manufacturing environments for many years, while cobots are a little newer on the scene. There are a few differences between the more traditional industrial robots and cobots. For example, cobots have additional software and instrumentation so that they can operate safely with employees without the traditional safety barriers. In addition, cobots are usually more portable and relatively easy to re-program for a different function when compared to industrial robots. Cobots also usually have a smaller footprint when compared to industrial robots.
In food manufacturing, cobots are frequently used in material handling in a pick-and-place situation—e.g., during packaging or palletizing. Some manufacturers have cobots that can perform other tasks, like slicing, cooking, and portioning. I have even seen a video of a cobot being used to decorate cakes. Richard Stier wrote about other uses of robots in the Food Safety Magazine article, "How Processors Can Use Robots to Enhance Food Quality and Safety."2 As technology progresses, cobot manufacturers will continue to innovate and create additional functions for these robots. Automation and cobots will be there to assist the food industry as it evolves and discovers new issues and potential solutions.
Benefits of Collaborative Robots
Automation, including robots, is being used in manufacturing processes successfully to alleviate workforce challenges or labor shortages. Cobots can do repetitive jobs, helping reduce ergonomic injuries and other safety issues. Robots can work in hot, cold, humid, or dusty environments without complaint. They can reduce downtime and waste, increase production and product quality, and reduce downgrade or customer complaints. Automation, including cobots, can be a strong business case to assist in alleviating many pain points of a food manufacturer.
Impacts of Cobots to a Food Safety Program
Whenever a new piece of equipment is incorporated or a process is changed, the food safety plan—including the hazard analysis—must be reanalyzed. This reanalysis helps determine if and how the new equipment impacts the food safety system, and what mitigation strategies must be deployed to reduce those hazards to an acceptable level or eliminate them. Regardless of whether your regulatory agency is the U.S. Department of Agriculture (USDA) and requires a HACCP plan, or the U.S. Food and Drug Administration (FDA) and requires a Preventive Controls Food Safety Plan or one of the mandated HACCP programs, all food regulatory agencies require the all-important hazard analysis.
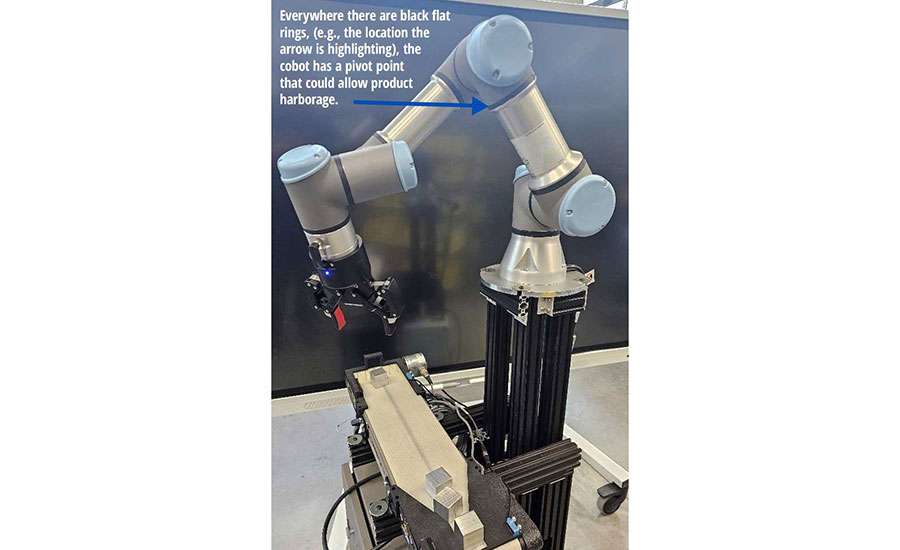
The food safety team must examine the process and equipment and assess what biological, chemical, and physical hazards the process or equipment is susceptible to or brings to the product. The author was granted access to a cobot in a lab to take photos for this article (Figure 1). The pictured cobot is set up in an automation lab to show functionality. Robot integrators would install the unit using best practices in a food environment; for example, instead of T-slots and rubber conveying belts, the cobot would be installed with food-grade conveyors and solid construction methods.
As a new equipment or process is reviewed, the food safety team will need to convene and have a conversation about where and how the cobot is used in the facility. As part of the hazard analysis, the team will need to determine what hazards exist, as well as the likelihood and severity of those hazards, to determine if control is needed and, if so, what those control mechanisms should be. Examples of control methods include a prerequisite program, a procedural change, or a preventive control.
What Biological Hazards Could Exist?
Cobots have several moving parts with nooks and crannies that create harborage points for product. At present, they are not wet washable, so dry cleaning strategies will need to be deployed—vacuums, alcohol wipes, non-flammable alcohol vapor in carbon dioxide (NAV-CO2), and other sanitation solutions to clean them to a microbiologically suitable level based on the product. However, some manufacturers have sleeves that can be placed over electronics and other sensitive equipment so that the surrounding areas can be washed without damaging the functionality of the sensitive equipment. Some food facilities even deploy these coverings during operation to keep dust, powdery products, and debris from getting into the moving parts of cobots. In these cases, the potential physical hazards these coverings could add to the potential contamination of the product must be considered.
What Chemical Hazards Could Exist?
The chemical hazard category is made up of many different potential chemical hazards (e.g., drug residues, pesticides and herbicides, heavy metals, mycotoxins, food additives, cleaner and sanitizer residues, dioxins, polychlorinated biphenyls (PCBs), per- and polyfluoroalkyl substances (PFAS), defoaming agents, boiler additives, building and equipment maintenance greases and lubricants, and allergens.
For cobots, only a few of these hazards need to be considered. Each cobot has its own maintenance requirements, and since cobots have moving parts, a few locations require lubrication. Unlike other pumps and motors that have gearboxes that must be lubricated, the cobot's risk of lubricants contaminating the product is low. Routine maintenance lubricating generally is not required.
However, depending on the facility, allergens could be a potential risk. If an allergen is used in the facility and not all products contain that allergen, then there is potential for cracks and crevices to harbor trace amounts of allergen, which would need to be mitigated. The food safety team will need to complete a risk assessment to discern the potential for cross-contact of allergens from product to product. However, the protective sleeves discussed earlier could also help with a potential mitigation strategy—e.g., for switching between allergen products, or being incorporated as part of a color code program. A review of sanitation and allergen control measures will need to be completed to fully answer this question.
What Physical Hazards Could Exist?
The cobot pictured in Figure 2 is constructed of aluminum and composite plastic caps. The cobot also has nuts and bolts that need to be tightened to a specific torque. Routine movement and vibration can cause those nuts and bolts to fall out. To mitigate the potential risk of foreign material contamination, the cobot will need to be added to the facility's existing pre-operational inspections. Furthermore, inspection of the rings, caps, nuts, and bolts will need to be added to the facility preventive maintenance program.

Cobots have a wide variety of end effectors or grippers, depending on the purpose and use of the cobot. Figure 2 shows a cobot with a standard two-finger parallel gripper, but many different options exist—e.g., suction cups. The end effectors could have plastic or rubber materials that could degrade, and pieces can fall off. Equipment wear must be studied to determine the likelihood of breakage and potential physical contamination.
Hazard Analysis Summary
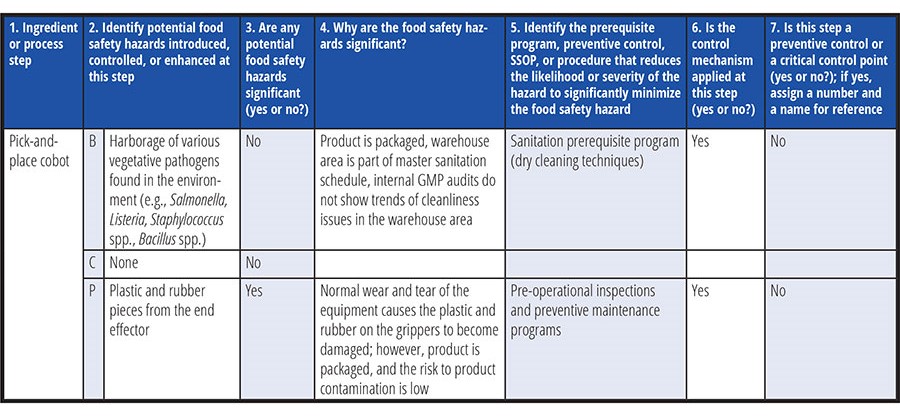
The following example uses a pick-and-place cobot with a product that is packaged prior to the robot. The robot picks up the containers of the product and places them in a box or case, and the box continues to a conveyor through a tape machine. Another robot then picks up the case and places it on a pallet, according to the customer-specified pallet stacking pattern. Table 1 outlines a summary of the hazard analysis for the first cobot in the line.
Summary
The use of cobots in food manufacturing facilities is increasing. As food facilities look to automation to assist with product safety, quality, and workforce solutions, food safety and quality plans must be reanalyzed to accommodate the new equipment. The food safety team will need to complete a risk assessment as part of the hazard analysis to determine what biological, chemical, and physical hazards the cobot will bring to the food process and product. Cobots typically do not add many hazards; however, they have moving parts, which can introduce potential harborage points for microorganisms and also allergens. With any moving parts, potential physical contamination will also need to be considered. As more automation tools are added to food manufacturing facilities, be on the lookout for a cobot coming to your plant soon!
References
- Pangarkar, T. "Collaborative Robots Statistics: New Automation Tech." November 6, 2023. Market.US: Asia-Pacific Market News. https://scoop.market.us/collaborative-robots-statistics/.
- Stier, R.F. "How Processors Can Use Robots to Enhance Food Quality and Safety." Food Safety Magazine. June 23, 2020. https://www.food-safety.com/articles/1431-how-processors-can-use-robots-to-enhance-food-quality-and-safety.
Janna Hamlett, Ph.D., is an Assistant Professor at the University of Idaho Extension and a Food Processing Specialist with TechHelp, Idaho's Manufacturing Extension Partnership Center. She has over 15 years of experience in the food manufacturing industry, with a background in quality and operations management including numerous certifications in lean processing management, personnel safety, and food safety and quality programs.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






