Modern Meat Safety: A Technological Toolbox

When PBS’s Frontline television program “Modern Meat,” aired April 18, 2002, it created both ire and heated discussion about the safety of ground beef products in the U.S. The program focused on the industrialization of the meat industry, posing the question as to whether increased efficiencies and centralization of the industry have made meat safer or have introduced new risks for consumers. While the program raised many established and well-recognized challenges in meat production—microbial contamination issues, concerns about BSE and antibiotic resistance, and the highly politicized Supreme Beef V. USDA decision—it did not delve into some of the latest advances in meat and poultry technology that promise to continue to improve safety.
One “Modern Meat” viewer from Andover, KS, posted the following message on the PBS website: “As one who is involved in the design and construction of food processing facilities, it is painfully evident that very little consideration was given to the recent advances made in the industry in the area of food safety. For example, in production floors in ready-to-eat (RTE) facilities the rooms are pressurized with HEPA filtered air that is cleaner than any emergency room and most surgery wards in modem hospitals. It would have added credibility to the report if the advances in both quality control and testing had been covered by the investigation to make the report both fair and balanced.”
Indeed, this is the story that wasn’t told, but deserves to be: ‘What is the industry doing to make meat safer, including significant structural changes and technological innovations that have come to the fore during the past 30 years? Happily, there is much to discuss.
While meat and poultry product recalls do occur, recently released figures are cause for optimism that science-based advances are going a long way toward reducing the incidence of pathogen related foodborne illness outbreaks. Specifically, the same day the Frontline program was broadcast, U.S. Health and Human Services Secretary Tommy G. Thompson released new data from the U.S. Centers for Disease Control and Prevention (CDC) that show a 23% overall drop in bacterial foodborne illnesses since 1996. The data came from the Foodborne Diseases Active Surveillance Network (FoodNet). According to the new data, the four pathogens that cause foodborne illness—Campylobacter, Salmonella, Listeria, and E. coli O157:H7—posted an overall 21% decline from all possible sources of foodborne illness in the past six years. Campylobacter infections dropped 27%, infections from Listeria fell 35%, and Salmonella infections decreased by 15%. E. coli O157:H7 infections dropped 21% since 2000. Further, USDA also released in April 2002 data that show a decrease in the prevalence of Salmonella in raw meat and poultry compared to reviews conducted before the Pathogen Reduction! Hazard Analysis Critical Control Points (HACCP) final rule was implemented.
 These continued declines of the major pathogens associated with meat and poultry products are very encouraging, because it means that the industry is better able to target pathogen interventions that work. HACCP is the program by which the meat and poultry industry ensures the effectiveness of the microbial interventions that have driven a decline in pathogenic contamination of meat and poultry products. The introduction of pathogen intervention technology is arguably the single largest factor in improving the safety of meat products in the last 10 years. To name a few: vacuum packaging technologies, refrigeration improvements, improved sanitation, steam vacuums, steam pasteurization and hot water pasteurization to remove undesirable bacteria, antimicrobial rinses, in-plant and contract laboratories for microbiological testing to verify and validate that HACCP programs are working, and hiring expert scientists, food microbiologists and training its personnel.
These continued declines of the major pathogens associated with meat and poultry products are very encouraging, because it means that the industry is better able to target pathogen interventions that work. HACCP is the program by which the meat and poultry industry ensures the effectiveness of the microbial interventions that have driven a decline in pathogenic contamination of meat and poultry products. The introduction of pathogen intervention technology is arguably the single largest factor in improving the safety of meat products in the last 10 years. To name a few: vacuum packaging technologies, refrigeration improvements, improved sanitation, steam vacuums, steam pasteurization and hot water pasteurization to remove undesirable bacteria, antimicrobial rinses, in-plant and contract laboratories for microbiological testing to verify and validate that HACCP programs are working, and hiring expert scientists, food microbiologists and training its personnel.
The industry’s ability to research, develop and apply these technologies and safety strategies in the production of meat and poultry products in light of some government policies has been slowly, but surely, improving. As more support for the development of innovative interventions occurs, the effectiveness of food safety measures will improve substantially.
Technological Innovations Drive Modern Industry
The meat packing and poultry industry has changed dramatically over the last three decades. In large part, today’s modern meat industry can be called “modem” because structural changes in processing and distribution were driven by key technological advances that moved the industry into a new era of efficient, centralized production. For example, 30 years ago, there was a “butchertown” in every major city, and livestock were trucked in for processing. Today, meat processors have left the large cities and moved to rural America, nearer to the livestock, water and grain. Thirty years ago, there were 40 meat slaughterers in Los Angeles; today, there are two. Thirty years ago, famous stockyards in Chicago, Denver, Omaha, St. Paul and elsewhere flourished. Today, they are closed. Just recently, stockyards in Sioux City, IA, closed. In their place, very large livestock processing plants are located in smaller communities in Kansas, Nebraska, Iowa, Texas and Colorado. The meat is chilled and vacuum-packed in large pieces and sent in boxes to companies that distribute it to restaurants and retailers who, in turn, cut it into steaks and roasts.
Boxed beef technology certainly did change the way meat is shipped across the U.S., providing consumers with fresher, safer meat products in terms of reduced spoilage and longer shelf life, but this did not happen because the industry “just” learned how to cut carcasses into smaller, yet fairly large, parts with standard identities, seal these in vacuum bags and place them in boxes. Vacuum packaging technology and improved refrigeration made boxed beef possible; in fact, 90% of all beef produced and sold in the U.S. is now sold as boxed beef. When W.R. Grace Cryovac engineered vacuum packaging of large pieces of meat and thus drove boxed beef to replace exposed fresh meat, it in turn drove great structural changes in the industry, such as the disappearance of the butchertowns. Some changes have a greater industrial impact than others, but vacuum packaging technology drove a significant structural change in this industry.
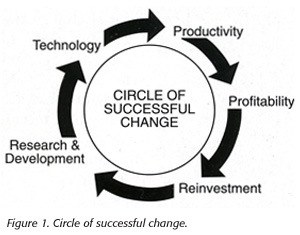 Figure 1 illustrates a fundamental concept behind how an industry makes successful changes to grow and thrive. There are five points on the “Circle of Successful Change,” and each is crucial to the ultimate success of a business or industry. Technology, such as vacuum packaging of large primal cuts, drives productivity. The productivity of a business is an essential ingredient for business profitability. Profitability means there is money available for the business to reinvest in its own advancement. Reinvestment means buying new equipment and building larger facilities, but more importantly, it allows for the investigation and testing of new ideas in the form of research and development. R&D, in turn, creates the development of new technology. And so the circle continues.
Figure 1 illustrates a fundamental concept behind how an industry makes successful changes to grow and thrive. There are five points on the “Circle of Successful Change,” and each is crucial to the ultimate success of a business or industry. Technology, such as vacuum packaging of large primal cuts, drives productivity. The productivity of a business is an essential ingredient for business profitability. Profitability means there is money available for the business to reinvest in its own advancement. Reinvestment means buying new equipment and building larger facilities, but more importantly, it allows for the investigation and testing of new ideas in the form of research and development. R&D, in turn, creates the development of new technology. And so the circle continues.
Of course, the 1993 Jack-in-the-Box E. coli O157:H7 foodborne illness outbreak in the Pacific Northwest also proved to be a critical driver in intervention technology innovations in the meat industry. In 1993, the government standard was that all visible defects at slaughter could only be removed with a knife. Under no circumstances could meat and poultry operators wash carcasses or apply treatments that involved the use of water to remove fecal contamination. Shortly after the Jack-in-the-Box outbreak, the USDA further enforced a “zero-tolerance” standard for fecal contamination. The industry scrutinized carcasses for any evidence of fecal contamination, and began to investigate the possibility of using other and more effective forms of removing contamination from carcasses.
As a result, the industry conducted a substantial amount of research, and subsequently, the agency received many industry requests to approve various interventions that were designed to improve sanitary dressing results, including steam vacuuming, pre-evisceration carcass spraying and thermal processing (steam and hot water), along with antimicrobial rinses. These all came online after USDA Food Safety and Inspection Service (FSIS) approval in the years following 1993, but only after extensive review by USDA, and today, the industry continues to introduce initiatives to further reduce pathogenic bacteria on meat and poultry products.
Technological Advances in the Meat & Poultry Industry
So what’s going on in the scientific and technological applications in control and intervention that are helping meat and poultry processors to produce safe and wholesome products? The main categories in the meat and poultry industry’s in-plant technological toolbox include tried-and-true thermal processing intervention technologies and promising novel non-thermal processing intervention technologies, and improved detection methods for verification and validation that intervention technologies used in HACCP systems are properly implemented. Here is a brief overview of some of these developed—and developing— intervention technologies.
 Interventions. No one single intervention method can provide 100% assurance of the safety of a food product. Meat and poultry plants use a multiple- hurdle, or integrated, approach to achieve pathogen reduction, which means employing several types of interventions throughout the processing operation. Combining thermal processes with follow-up lactic acid, acetic acid or other antimicrobial treatments often results in a beneficial multiplier effect in which the user achieves a more effective treatment than by the use of one particular intervention.
Interventions. No one single intervention method can provide 100% assurance of the safety of a food product. Meat and poultry plants use a multiple- hurdle, or integrated, approach to achieve pathogen reduction, which means employing several types of interventions throughout the processing operation. Combining thermal processes with follow-up lactic acid, acetic acid or other antimicrobial treatments often results in a beneficial multiplier effect in which the user achieves a more effective treatment than by the use of one particular intervention.
In the meat industry, for example, the general process begins with pre-evisceration/organic acid washing of the carcass, followed by steam vacuuming. Some operators will employ hot fat trimming at this point. A cold water wash is performed to get any visible debris off of the carcass, followed by either a steam pasteurization process or a hot water pasteurization. The carcass moves on to a final organic acid wash, whether it be acetic or lactic acid. Some companies are using peroxyacetic acid on chilled carcasses, which also appears to be quite effective.
While most of the intervention technologies have been centered on the multiple hurdles on the slaughter floor, the industry is beginning to move further down the food processing line. Some meat companies are using inorganic acid dips to sanitize conveyor belts during the fabrication process.
Thermal Processing Technologies. Applying heat to products to reduce and/or eliminate pathogens is a tried-and-true processing technique in the food processing industry. Essentially, thermal processing systems use steam or hot water to rapidly heat the carcass surface to kill existing pathogens, followed by the rapid removal of the resulting film and cooling of the carcass to prevent it from premature cooking.
After the Jack-in-the-Box outbreak, the first of these types of intervention technologies introduced was the steam vacuum, which is useful, but if not properly used can actually spread contaminants. Steam vacuums are best held just off the surface of the carcass, for spot locations, and are very good for getting inside the carcass in areas where chemical treatments may not penetrate. These are effective because the high temperature of the steam will kill any microorganisms with which it comes into contact.
Similarly, steam pasteurization technology removes contaminants by steam cleaning the carcass in a tunnel at 165F and then rapidly chilling the carcass in a cooling chamber. This pathogen intervention technology has enjoyed increased use in the meat industry because it offers a very high percentage kill rate (up to 99% reduction of bacteria on unchilled beef carcasses); does not require the use of chemicals; and the steam condensation allows penetration of the entire surface area of the carcass.
The next technology introduced was the pre-evisceration carcass wash. As the animal enters the plant—1,200 lbs.-plus and hanging upside down—its hide is dusty from the outside environment. When the hide is pulled off, particles are shaken from the surface into the air. In newer, more modern kill plants, production areas are segmented such that the particles created in the first segment of the kill floor are not transferred onto the meat and/or further down the line. However, it is very difficult to ensure to 100% certainty that these particles do not travel into the next segment, which is why the pre-evisceration wash as the hide is pulled is a very effective hurdle in this intervention approach. This hot water carcass spray is used to try to remove any particles that may have flown back onto to the surface of the carcass in order to try to remove them before they attach.
Hot water pasteurization removes contaminants by hot water cleaning followed by the rapid chilling of the carcass. This intervention, often used in conjunction with organic acid rinses to greater effect, occurs at the end of the slaughtering in the beef industry to further reduce bacterial contamination.
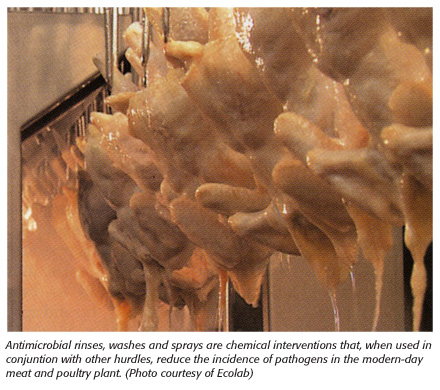
Chemical Interventions. Antimicrobial wash, rinse and spray treatments have proven very effective in preventing pathogens from attaching to carcasses. Often used in conjunction with other hurdle technologies at various stages of processing, both organic and inorganic acids are most useful when used alongside thermal processing interventions such as steam vacuuming and pasteurization. These come in the form of sprays and dips, and are effective for a variety of pathogens.
 The two most common organic acids used are lactic and acetic acids, and other chemicals such as acidified sodium chlorite, trisodium phosphate, cetylpyridinium chloride, potassium lactate and peroxyacetic acid, all have been shown in scientific studies to reduce pathogens on carcasses by several logs. In the case of poultry plants, most operators use chlorinated water and sanitizers to sanitize the product and the equipment surfaces, frequently employing trisodium phosphate sanitizing systems and water baths to control pathogens. Much research has been published in the literature regarding effective concentrations and use of these chemical interventions as applied to meat or poultry products to reduce specific pathogens. Many technological systems have been developed and are available commercially to the meat and poultry industry that incorporate these innovative chemical interventions into automated application systems to great advantage.
The two most common organic acids used are lactic and acetic acids, and other chemicals such as acidified sodium chlorite, trisodium phosphate, cetylpyridinium chloride, potassium lactate and peroxyacetic acid, all have been shown in scientific studies to reduce pathogens on carcasses by several logs. In the case of poultry plants, most operators use chlorinated water and sanitizers to sanitize the product and the equipment surfaces, frequently employing trisodium phosphate sanitizing systems and water baths to control pathogens. Much research has been published in the literature regarding effective concentrations and use of these chemical interventions as applied to meat or poultry products to reduce specific pathogens. Many technological systems have been developed and are available commercially to the meat and poultry industry that incorporate these innovative chemical interventions into automated application systems to great advantage.
Activated lactoferrin is a particularly interesting development in this area. Although it has been under development for four years and has not yet been applied commercially, this naturally occurring substance should prove to be a tremendous breakthrough for the industry. For example, in E. coli O157:H7, there are two Shigella-like toxins plus an adhesion factor that makes them stick to a surface—whether the surface of a carcass or the surface of a child’s intestine—all three of which must exist together in order for this pathogen to cause illness. National Meat Association member company Farmland National Beef Co. funded the research of A.S. Naidu and colleagues at Pomona State Polytechnic University, who developed a theory that lactoferrin, a naturally occurring substance present in milk, will dissolve the adhesion factor of E. coli O157:H7, rendering it harmless. Farmland has entered into a joint venture to manufacture and market activated lactoferrin for use as an antimicrobial spray for products such as meat, poultry and pork. Naidu, who heads up research at N-terminus, the R&D laboratory of aLF Ventures LLC, has stated that recent trials show that activated lactoferrin has a lasting effect on the carcasses on which it is sprayed, inactivating E. coli O157:H7 and other organisms through the distribution process.
There is a variety of promising antimicrobial intervention technologies that will likely play a greater role in meat and poultry plants in the future. For example, Future Beef LLC is using chemical dehairing, which is probably one of the most effective interventions available. It raises the pH of the surface to approximately 13.5 and then drops the pH to about 3.5 in four minutes, removing everything from the surface of the hide. One company has done some very creative things using ammonia to create a very high pH in defatted beef which also is a very effective intervention. And, antimicrobial coatings are being sealed on the steel surface of processing equipment, creating a new sub-category of “hygienic equipment design” pathogen intervention.
Similarly, data is beginning to show that a new intervention for the beef industry called the “rinse & chill” technique is a promising way to improve sanitary dressing standards. The technology, patented by MPSC, Inc. of St. Paul, MN, involves rinsing a chilled dilute solution of sugars and salts through the cardiovascular system of the animal after stunning and kill. The butcher inserts a needle into the cartoid artery and, using the animal’s natural vascular system, flushes the carcass with a pH controlled liquid that follows the blood draining out of the neck. This “cleans” the vascular system, helps to manage the pH, which is very important for meat quality and tenderness, and reduces bacterial contamination (E. coli and coliform, in particular) and cholesterol. Since blood is a critical nutrient for the survival and growth of microorganisms such as E. coli and Salmonella, its removal severely impedes the growth of these organisms on the carcass.
Research being conducted at the University of Minnesota shows aerobic bacteria, a general measurement of microbial cleanliness of carcasses after 24 hours in the cooler, were reduced by more than 41%, coliform bacteria were reduced by more than 67% and E. coli were reduced by more than 83% with the rinse & chill technique, also known as vascular infusion. Additional research indicates that the technique provides ongoing protection downstream beyond the slaughter plant, whether the product is in carcass form or as meat in vacuum packages, including ground beef, and that the shelf life of these products is considerably extended.
The rinse & chill technology is particularly useful in smaller plants, because it adds just a few minutes to the line and requires very focused attention. It is in use at several U.S. plants, such as G&C Packing, a small packing plant in Colorado Springs, CO; Texas-based Booker Packing Co.; and several meat plants in Australia.
Non-Thermal Processing Technologies. Many studies are being conducted on the potential application of various novel non-thermal processing technologies, which aim to inactivate bacteria on food products without the application of heat that may reduce or destroy desirable quality characteristics of the product such as texture or flavor. Some of these non- thermal intervention technologies appear to be particularly applicable to certain types of meat and poultry operations.
• High Pressure Processing (HPP). High pressure kills microorganisms by interrupting their cellular function without the use of heat that can damage taste, texture and nutrition of the food. An automated high pressure processing system involves placing a flexible packaged product into a handling basket that is placed into a vessel in which ultra-high hydrostatic pressure of up to 100,000 psi is uniformly applied to both pre- and post-packaged foods, typically from 30 seconds to a few minutes, to achieve nonthermal inactivation of bacteria. The application is particularly useful with ready-to-eat or furthered processed meats such as hot dogs, lunch meats and processed hams. Hormel Corp., for example, is using this technology on Italian dry cured prosciutto ham for which inoculation studies have shown a 2.5 log reduction in Listeria monocytogenes. In this case, the validation of the HPP application also included E. coli O157:H7 and Salmonella. Poultry producer Perdue Farms also has employed HPP on roasted whole chickens, successfully reduced bacteria on these products.
High pressure processing is a very promising pathogen intervention for a number of reasons, including that the use of the technology presents no regulatory obstacles for RTE meats, presents no USDA mandatory labeling or packaging requirements, is scalable to production levels, does not require the use of chemicals, and does not alter the texture or flavor of the foods for which HPP is appropriately used.
 • Irradiation. Approved by more than 40 countries and endorsed by such international and governmental organizations as the World Health Organization (WHO) and the FDA, irradiation is a technological intervention that offers a tremendous opportunity to significantly reduce pathogens of concern to the meat and poultry industry, such as E. coli O157:H7 and Salmonella, as well as to extend the shelf life of meat and poultry products. There are three types of irradiation: gamma ray (cobalt-60 or cesium-137), e-beam and X-ray. Each offers some advantages, and like most of the technologies discussed here, irradiation should not be considered a “silver bullet” guarantee of pathogen-free product (though, if there were such a bullet, this technology would come closest). Cobalt-60 penetrates very deeply into the product itself and allows the treatment of products in their shipping pallets or containers, which greatly reduces the potential of recontamination.
• Irradiation. Approved by more than 40 countries and endorsed by such international and governmental organizations as the World Health Organization (WHO) and the FDA, irradiation is a technological intervention that offers a tremendous opportunity to significantly reduce pathogens of concern to the meat and poultry industry, such as E. coli O157:H7 and Salmonella, as well as to extend the shelf life of meat and poultry products. There are three types of irradiation: gamma ray (cobalt-60 or cesium-137), e-beam and X-ray. Each offers some advantages, and like most of the technologies discussed here, irradiation should not be considered a “silver bullet” guarantee of pathogen-free product (though, if there were such a bullet, this technology would come closest). Cobalt-60 penetrates very deeply into the product itself and allows the treatment of products in their shipping pallets or containers, which greatly reduces the potential of recontamination.
E-beam and X-ray irradiation will likely be the most widely accepted versions of this nonthermal bacterial inactivation technology, neither of which use the radioactive isotopes of gamma ray irradiation. The former uses high-energy electrons to very precisely and effectively eradicate pathogens in 3- to 4-inch-thick cuts of meat in their final packaging, while the latter offers total penetration of large-sized products and complete pallets of product.
Irradiation is a proven pathogen control technology, but it must be applied carefully at the right temperature and with the right dosage, or off-flavors, undesirable texture characteristics and inadequate inactivation of target bacteria will result. Currently test marketed with ground beef products, irradiation also will likely prove a very effective intervention on ready-to-eat products.
• Ozone (or UV-Ozone). The development of this technology first began in the 1950s when Kroger created what was called the “Tender Ray” process, which applied a temperature of approximately 50F to the carcass that was then placed in a cooler and exposed to ozone and ultraviolet (UV) light to reduce bacteria. This is again being researched today as a potential decontaminant for water and food. The ozone application, while FDA approved, is not yet extensively used in the industry, although research has shown that ozonated water reduces pathogens on meat and poultry surfaces. Similarly, UV light ionizing irradiation is another technology that is just beginning to receive attention from the industry. One system that is available non-thermally pasteurizes meat and poultry products using UV in combination with organic acid sprays, and another exposes brine, phosphates and marination solutions to UV light to disinfect them prior to recirculation through the injector/marination system.
Many other non-thermal technologies under study may also prove to have successful application in the meat and poultry industry. For example, pulse light technology appears to inactive bacteria on non-ground meats by sanitizing the surface of the product with pulses of high-intensity light.
Detection Methods. Many improvements have been made in rapid and automated pathogen detection methods that are useful to the industry. However, it bears repeating that HACCP was invented because food safety cannot be “tested” into food; rather, Pillsbury, NASA and the U.S. Army developed this prevention/intervention control system because they needed to be 100% sure that the food to be consumed by astronauts in space was safe. The proper use of such testing methods, as applied to HACCP, is three-fold: to validate the HACCP plan; to verify that the interventions are working properly; and to develop baseline data to better analyze trends over time. Accordingly, the more accurate and the more rapid the available tests, the better. To do this kind of appropriate testing, the industry must use organisms that are prevalent, like indicator organisms such as nonpathogenic E. coli and total plate count, rather than pathogens that are rarely found.
Improvements in the accuracy, sensitivity and speed-to-result of detection methods for Listeria monocytogenes, E. coli O157:H7, Campylobacter and Salmonella, among others, have assisted the meat and poultry industry in validation and verification efforts. These methods are based on a variety of well-documented technologies, such as polymerase chain reaction (PCR), impedance/conductance, DNA fingerprinting and immunoassay.
Safe Meat is Good Business
Advances in the development of better detection methods and new intervention technologies have and are helping the meat and poultry industry to achieve pathogen reduction and to continue to make safe products for consumers. Consumers should have confidence that the industry is committed to producing the safest product possible, and the USDA inspection oversight confirms this. Interventions need to be applied throughout the food chain as science provides them. Currently, science has provided interventions in the meat industry primarily immediately after the animal is slaughtered or processed. The next steps will be to move such interventions back to the farm, before the animal is slaughtered, as well as closer to the retail end.
Safe meat is just good business, and companies that do not meet their food safety responsibilities don’t survive. Technological innovations in the meat industry have made it possible for the industry to make meat safer and less expensive for American consumers. Untold millions of dollars have been invested by the meat industry on food safety. Just training personnel to meet today’s requirements costs at least $1,000. One large company with 15 plants and 10 management personnel per plant, can invest $150,000 at minimum per year in training. Capital equipment costs run into millions, with some of the newer pasteurization equipment costing a $1 million per installation. The antimicrobials that are applied to reduce harmful bacteria will cost more than $100,000 annually Laboratory testing for harmful pathogens that must be done outside a plant and can cost an average of $30 per test, multiplied by literally hundreds of thousands of tests, which runs into millions of dollars. The meat industry spends millions of dollars more per year on food safety today than it did 10 years or even five years ago. Further advances and investment in intervention technologies and effective multiple-hurdle approaches will continue to make it even safer.
Rosemary Mucklow is the Executive Director of the Oakland, CA-based National Meat Association, a national industry association representing meat packers, processors, wholesalers, sausage makers and related firms in the U.S. meat industry She has held her position since 1982 when the Western States Meat Packers Association and Pacific Coast Meat Association merged to form the stronger, broad-based organization it is today Mucklow has been associated with the meat industry for more than 40 years, and in her current position, she is responsible for the administration of the business affairs of NMA. She oversees all activities of NMA, and as part of her daily activities she maintains working contacts with association members so that she remains fully informed about the effects on their businesses of government and market activities. She is also vice president of the International HACCP Alliance. Mucklow has a reputation for “telling it like it is.” She is considered a formidable adversary in defending the industry when it is right, and equally straightforward in making corrections when it is not. She received the E. Floyd Forbes award presented by National Meat Association in 1996 in recognition of her outstanding service to the meat industry.
H. Russell Cross, Ph.D., is Vice President of DuPont Food Industry Solutions, whose charter is to promote DuPont’s science-based knowledge and experience through solutions to the food industry primarily in food safety and productivity Cross is former administrator of the USDA Food Safety and Inspection Service from 1992 to 1994 during the Bush and Clinton Administrations, where he was responsible for all domestic and imported food safety programs in the U.S. His extensive industry experience also includes positions as director of IDEXX Food Safety Net, Inc., and as director of the Institute of Food Science and Engineering and head of the Department of Animal Science at Texas A&M University As a recognized leader in the industry Cross has received more than a dozen awards for his work in animal and food science and research, including a National Meat Association Forbes Award in 1996, the Industry Advancement Award from the American Meat Institute in 1998, and the American Meat Science Association R.C. Pollock Award in 1999. Cross also founded the International HACCP Alliance
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








