A Year in Foreign Material Contamination

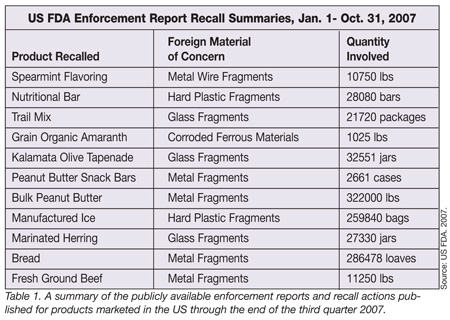 A summary of the publicly available enforcement reports and recall actions published for products marketed in the US through the end of the third quarter 2007 is presented for review in Table 1. Glass fragments, hard plastic and metal (wire/shavings) were the culprits cited for recallable infractions. Typically, foreign material (FM) contamination represents a significant portion of internal failure costs. A proactive systematic strategy should be adopted to eliminate the potential for such incidents instead of addressing symptoms as they occur.
A summary of the publicly available enforcement reports and recall actions published for products marketed in the US through the end of the third quarter 2007 is presented for review in Table 1. Glass fragments, hard plastic and metal (wire/shavings) were the culprits cited for recallable infractions. Typically, foreign material (FM) contamination represents a significant portion of internal failure costs. A proactive systematic strategy should be adopted to eliminate the potential for such incidents instead of addressing symptoms as they occur.
Unfortunately, many organizations fail to make a commitment to such practice and mass obsolescence and/or consumer injury may result. Over the course of numerous investigations performed throughout 2007 by the author common themes were present among organizations struggling with the control of FM. The most notable were:
1. A lack of time/resources to devote to improving the situation until a severe incident (defined by consumer action or large financial loss) had occurred.
2. Failures not found until it was too late to do anything to isolate the suspect product, many times requiring extensive reinspection and culling of entire distribution centers at significant incremental cost.
3. When information was collected that identified the scope and severity of the situation, it was either never summarized or not presented to the appropriate level of management for assessment.
4. There was a considerable amount of consumer correspondence on file to indicate an escalation in prevalence.
The two most common systemic causes for the FM contamination events were: 1) improper or absent maintenance of equipment and facilities, and 2) lack of supplier management systems for controlled sourcing of ingredients and packaging components. Other notable roots on the Pareto chart of failure modes dealt with the absence of a valid Hazard Analysis and Critical Control Points (HACCP) program, flawed hazard analyses, lack of qualified supervision and management, authorization given by management to “temporary” bypass detection/separation equipment.
 Therefore, a detailed discussion of maintenance systems requirements to prevent FM incidents is warranted. This is because when maintenance systems are properly addressed it will prove an effective first step to permanently reduce FM incidents. If your group believes that the acronym “PM” within your maintenance programs stands for “post mortem” you may have a problem. One of the most dire situations in which an organization can find itself is when it ignores maintenance systems and has developed an addiction to running equipment to failure. A typical run to failure (RTF) scenario and its consequences is presented in Figure 1. Now, there are a handful of occasions when RTF practices do make business sense. For most situations, RTF maintenance systems are not correlative with the predictable manufacture of safe products or enhanced profitability. Even if you work in an organization that embraces Total Productive Maintenance, you must continuously provide food safety insight, education and risk reduction tools to the organization to effectively mitigate hazards.
Therefore, a detailed discussion of maintenance systems requirements to prevent FM incidents is warranted. This is because when maintenance systems are properly addressed it will prove an effective first step to permanently reduce FM incidents. If your group believes that the acronym “PM” within your maintenance programs stands for “post mortem” you may have a problem. One of the most dire situations in which an organization can find itself is when it ignores maintenance systems and has developed an addiction to running equipment to failure. A typical run to failure (RTF) scenario and its consequences is presented in Figure 1. Now, there are a handful of occasions when RTF practices do make business sense. For most situations, RTF maintenance systems are not correlative with the predictable manufacture of safe products or enhanced profitability. Even if you work in an organization that embraces Total Productive Maintenance, you must continuously provide food safety insight, education and risk reduction tools to the organization to effectively mitigate hazards.
Evolving From Run to Failure
Any addiction to RTF must be broken! To be an effective change and/or rehabilitation agent you will need data to justify this cultural shift. Typically, polling accounting and operations functions reveals the cost of poor maintenance practices. The dollar value of unsaleable products manufactured, the amount of time that assets are unavailable for production due to breakdown or other emergency maintenance activities and the facility’s Maintenance Repair & Overhaul (MRO) budget represent a good justification for resources. The scrap rates for FM alone can represent between a four- to seven-figure annual cost savings opportunity for an organization. Additionally, increasing the availability (i.e., not in a breakdown condition and available for production) of equipment by as little as 10% may mean the difference between having enough capacity on hand versus having to invest in contract manufacturers or fixed assets.
Next to sanitation, the maintenance department is the most powerful potential ally that can be enlisted to address food safety hazards. Maintenance is often viewed as a resource-intensive black hole that delivers suboptimal results and serves as a vector of contamination. Obviously, when poor practices are followed—such as poor lubrication, loss of fasteners, use of insanitary tools, scrap left in equipment etc.—the latter can be true. From an hourly employee standpoint the education and skill level possessed in maintenance departments exceeds those of all other functions.
Furthermore, maintenance personnel are in a position to see the facility and its equipment in their most telling state. From this unique vantage point they, and well trained operators, can identify and correct unusual wear patterns, chronically loose or missing fasteners, over/under lubrication and dynamic tolerance issues that cause the generation of wear contaminants like plastic or metal shavings from being generated. Chronically reactive organizations possess no failure reporting and corrective action systems (FRACAS) to capture such events. Standardized corrective and preventative actions are never incorporated and failures recur. Even simple practices like use of thread locking compounds, no zirc fittings over product streams or other standard maintenance practices to prevent contamination are not systematized.
Use Maintenance Resources to Prevent FM Contamination
Maintenance personnel should be given due respect for their knowledge, finite skills and ability to work under extreme pressure in grueling conditions. Unless properly educated, however, they will not develop the ability to recognize potential food safety hazards. To develop these individual’s skills in food safety hazard identification in the field, a documented FM awareness training should be conducted in an environment free of constant distraction. A good number of exhibits should be brought in to display the types of FM found within intermediate and finished products. Actual consumer correspondence and the dollar value associated with other failures certainly makes for a wonderful eye-opener. At this juncture it is best to enlist their unique thinking and knowledge without having the conversation drift into a venting exercise about poor equipment or time constraints. Simple questions to ask when looking at these exhibits include:
1. “How could this have been prevented?”
2. “When was the last time this part was replaced?”
3. “Was there an incompatibility that led to this failure (incorrect part, different environment, etc.)?”
4. “Has this failure occurred elsewhere?”
5. “Could this failure occur elsewhere?”
6. “Has this type of failure already been addressed elsewhere within the facility, division or corporation? How?”
7. “Could we have detected this problem before it failed? If so how?”
Inevitably, when captured, this healthy dialogue can become a rough draft for a PM procedure, inspection or engineering fix. Heated opinions such as, “That’s why we have metal detectors/X-ray/separation equipment! Aren’t they working?!” usually is brought forward at this point. The point that overburdening a contamination prevention device is an extremely risky practice must be made. Hence, the awareness training should also include a discussion in plain English about how detection and separation equipment work, what hazards justify their existence, what their limits of detection/separation are and how various external influences can defeat them. Most maintenance personnel are surprised to learn that product signals and contaminant position (in the case of wire and swarf) are important factors in the efficacy of a metal detection loop. Many are also surprised when they learn the type of conveyor material used to convey product through the detectors is important. The lack of engineering standardization and management usually becomes evident.
The limitations of separation equipment should also be presented. Why combine a scalping deck and a sifter? Design considerations as they relate to the known hazards are core concepts for this presentation. The placement of and care for magnetic separators should be emphasized. Presenting the concept that field strength of magnetic separators versus potential contaminants is exponentially lossed/gained with proximity to the potential contaminant provides the maintenance team an understanding of why it is necessary to have them positioned close to, or within, the product stream. Likewise, a discussion describing how uncontrolled heat from welding near a magnetic separator might cause irreversible losses that may go unnoticed for months is necessary.
Developing PM Procedures
With the proliferation of computerized maintenance management systems (CMMS) PMs can be developed and automatically issued to personnel on a set basis. The CMMS can also account for spare parts used, the time spent performing the PM, and even adjust the schedule window from a time-based operation to a condition based operation (i.e., number of actual cycles on equipment versus days between equipment PM). Realize that CMMS are only as good as the information that populates them. A fundamentally sound PM procedure paired with adequate on the job training of maintenance personnel are still necessary prerequisites. Well-written PMs can also be transitioned to routine inspection and cleaning activities for operators to perform as necessary within an autonomous mainte-nance program.
 For a HACCP auditor, there is no feeling more unnerving then seeing maintenance programs cited as functional prerequisite programs (justifying the absence of CCPs) only to observe multiple gaps and non-conformances. Likewise, sifting through a file full of “completed” PMs containing vague statements like “check metal detector to ensure it is functioning,” or “inspect grinder for wear” doesn’t provide a warm, fuzzy feeling that everything is copacetic. A more useful PM is presented as Figure 2.
For a HACCP auditor, there is no feeling more unnerving then seeing maintenance programs cited as functional prerequisite programs (justifying the absence of CCPs) only to observe multiple gaps and non-conformances. Likewise, sifting through a file full of “completed” PMs containing vague statements like “check metal detector to ensure it is functioning,” or “inspect grinder for wear” doesn’t provide a warm, fuzzy feeling that everything is copacetic. A more useful PM is presented as Figure 2.
Auditing and Documenting Maintenance Procedures
Critical food safety PMs should be audited to verify the function of the maintenance prerequisite program. Clearly, top-down support is required to implement this critical phase of the continuous improvement cycle. An auditor from an external function (operations, sanitation, quality assurance) should randomly select PMs that were previously scheduled in order to track compliance with the established frequency. A CMMS usually expedites the selection process. The documentation should be evaluated against a standard to ensure it was completed properly, reviewed and filed in the correct location.
The final step of the auditing process represents the ultimate in due diligence. This step is to go out to the factory floor and perform a joint audit of a recent PM. Obviously finding misfunctioning equipment, no or over lubrication, loose fasteners and tools/personal effects left in a food production area are indications that the situation needs to be reevaluated. Tracking the rate of nonconforming PMs performed, making a list of corrective actions taken and owners tasked with addressing the issues all will surely put your maintenance systems on the continuous improvement path and help to drive a measurable reduction in your FM contamination incidents.
Doug Peariso is President of Contemporary Process Solutions LLC, a Windsor, CO-based independent consulting firm offering expertise to food companies in delivering sustainable product safety and business improvements. Previously Peariso held roles in both quality assurance and manufacturing operations with companies such as Campbell Soup, Clorox and Gerber Products. During his tenure at Gerber Products Peariso oversaw several key areas of their business. As the Senior Quality Assurance Manager he was responsible for the oversight of the quality systems and personnel within Gerber’s North American food manufacturing facilities (comprising more than 80% of the domestic baby food category). Peariso is an ASQ Certified Six Sigma Black Belt, an ASQ Certified Hazard Analysis and Critical Control Point (HACCP) Auditor, and the author of the book, Preventing Foreign Material Contamination of Foods (Blackwell Publishing). He is a member of the Food Safety Magazine Editorial Advisory Board and can be reached at doug.peariso@cps4you.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





